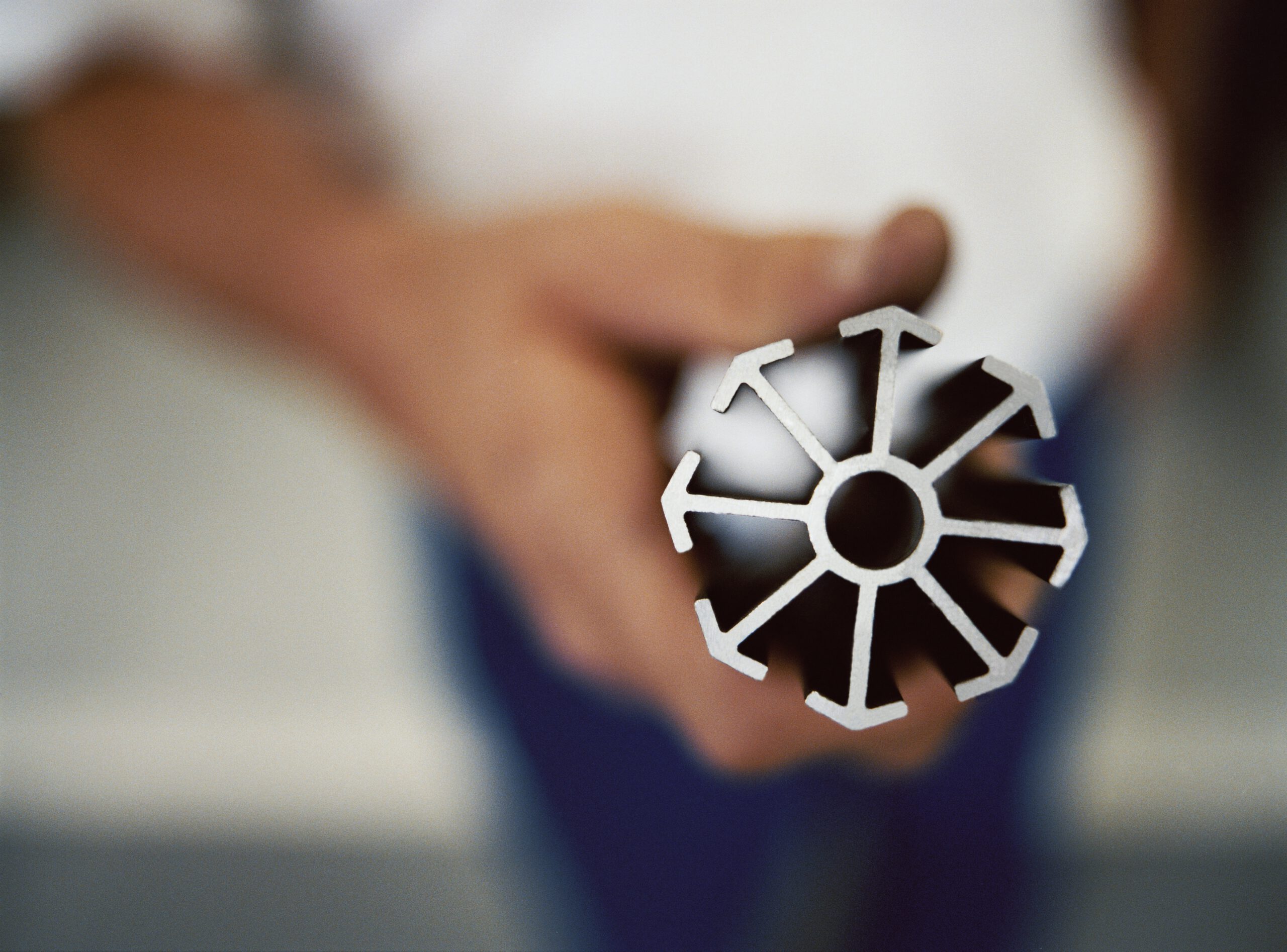
This may be a simple or an intricate form and the cross-section may be solid or hollow. The most widely-used extrusion alloys are 6xxx series, being the easiest to extrude in very complex cross-sectional shapes. Materials with a higher alloy content are more difficult to extrude and are therefore not available in complex shapes.
The extrusion process gives designers and users unique opportunities:
- Cross-sections of profiles with all kinds of special functions – such as grooves, joining details, stiffeners – which reduce fabrication and installation costs as compared to rolled steel products
- Extrusion costs are relatively low.Extrusion is therefore already beneficial for small production series
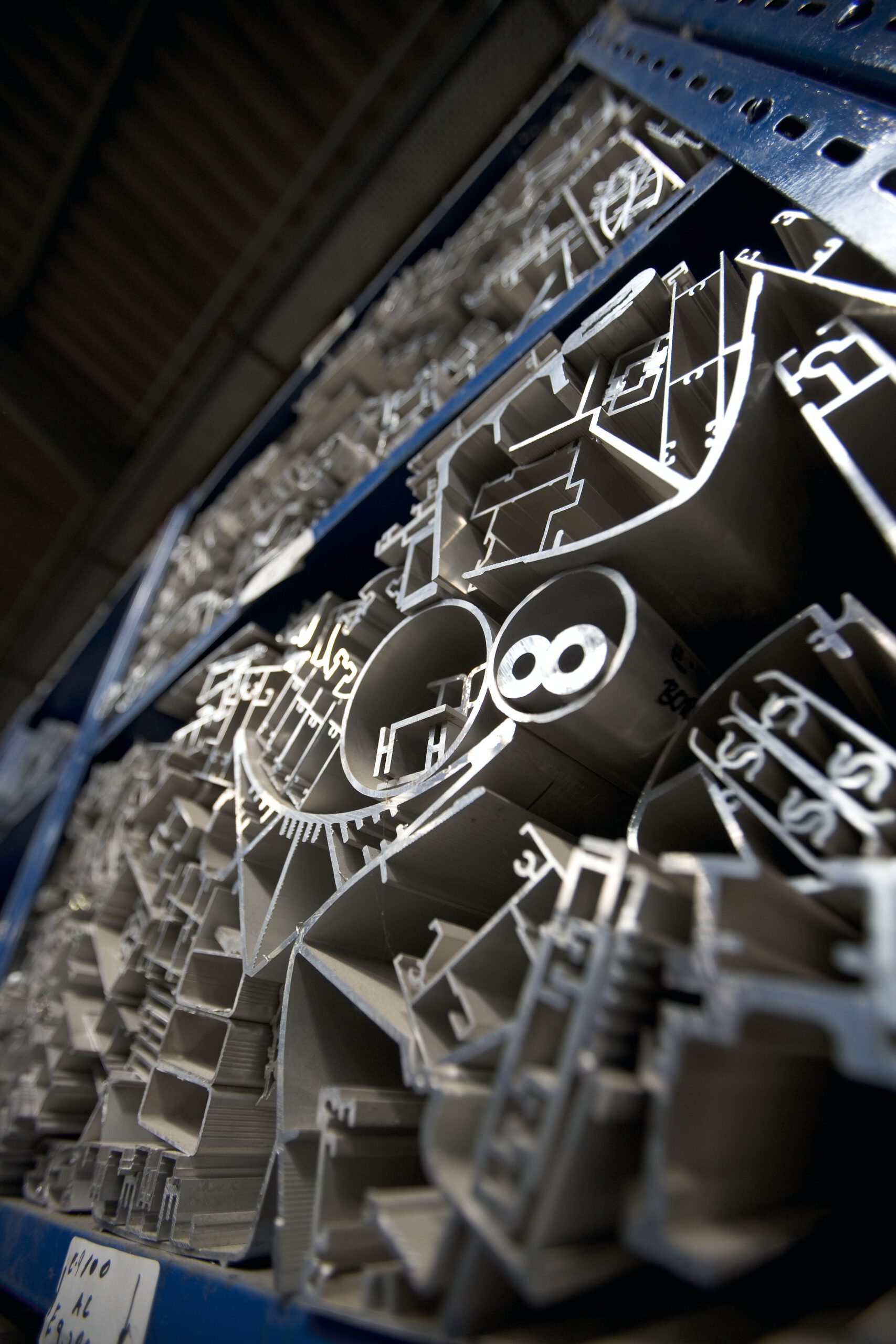
The versatility of aluminium as a metal is complemented by the versatility of the extrusion process. Other metals can be extruded but few with the ease of aluminium and its alloys. Aluminium’s high strength-to-weight ratio, and its ability to be extruded into any shape – no matter how complex, with tight tolerances, make it an ideal material for design applications which require maximum versatility from a cross-sectional area. Aluminium extrusions are also highly cost effective since they need virtually no machining or maintenance.
Aluminium extrusions are produced by heating aluminium billets to approximately 500°C and forcing the hot metal through a steel die. As the extruded section emerges it is cooled and cut to the desired length. Heat treatment is then used to optimise the material’s inherent mechanical properties. Computer aided design and manufacture is used to reduce design time, improve tolerances, and control each stage of the process more accurately. In addition to the normal mill condition, the various finishes which can be applied to the extrusions for protection and improved appearance are: natural silver or colour anodized film, plus a full range of colours in polyester powder coatings and electrophoretic white/bronze acrylic paint.
The benefits of extrusion over other processes such as casting and machining include:
-
Less fabrication
There is greater design potential because intricate shapes may be extruded, reducing the need to manufacture component parts for future assembly. Some shapes achievable by extrusion are unattainable by any other process.
-
Low prototype costs
The cost of tooling aluminium extrusions is low compared to that of roll forming, casting, forging and moulding of competing materials.
-
Great structural efficiency
Optimum structural efficiency is possible, as, by using extrusions, metal can be placed where it adds strength and omitted where it is not needed.
-
Less weight
Extruded aluminium is lightweight yet strong and durable. Differences in properties between aluminium and competing materials can result in aluminium structures being up to half the weight of equivalent structures made from other heavy materials that are not so readily fabricated.
-
A wide range of attractive, corrosive-resistant finishes
Can be achieved through powder or electrophoretic coating; designers can specify virtually any colour they wish. Natural silver or colour anodized films are also available.
-
Less maintenance
Aluminium is a naturally durable metal and the surface finishing described above further enhances durability.